Shandong Dayou Industry Co.,Ltd

Manufacturing Process of Reactor Head
Upload Time:
Jan 11, 2025
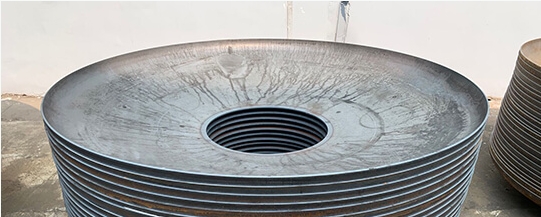
Manufacturing Process for Duplex Stainless Steel Clad Steel Plate Heads
The reactor head is produced using an integral forming method after welding the panel. The unfolded size of the elliptical head blank is determined according to a specific formula. Due to the width limitation of the fixed-length plate, two plates are spliced together, with the seam positioned in the center of the head. To ensure the quality of the head assembly, the longitudinal seam groove of the splice is processed using an edge planing machine, ensuring that the groove is smooth. When splicing and aligning the plates, careful attention must be given to the correct side alignment.
Welding is performed in accordance with the specified welding process requirements. After welding, the inner surface of the joint and the outer surface of the welds, which affect the forming quality, are polished to ensure they are flush with the base metal. The spliced welds are subjected to 100% radiographic testing (RT) and 100% penetrant testing (PT) for non-destructive testing to ensure their quality.
A professional external head manufacturer performs cold stamping in accordance with the GB/T25198-2010 "Pressure Vessel Head" standard. During this process, the surface quality, geometric size, and shape of the head are carefully inspected, and detailed records are kept. After the components are returned to the factory, relevant dimensions are rechecked, and a 100% RT re-test is conducted on the seam from the arc transition to the straight-edge section after forming. This is done to minimize stress concentration in this critical R zone and to ensure that no cracks are formed due to welding stretch during the forming process.
Finally, the straight-edge end face, center hole, and groove are machined using a CNC vertical lathe. Each pipe hole and groove is carefully located and marked for precise alignment.
Relevant News




Contact Us
34VW+XVP, Daiyue District, Taian, Shandong, China, 271025




Shandong Dayou Industry Co.,Ltd